
Sovutilgan past xromli molibdenli egiluvchan temir rulosiga tavlanish haroratining ta'siri
To'qimachilik jarayonidan ta'sirlangan, sovutilgan past xromli molibdenli egiluvchan temir rulo quyma holatida nisbatan katta quyilish stressiga ega, shuning uchun stressni yumshatuvchi tavlanishni davolash kerak. Amaliyot shuni ko'rsatdiki, stressni yumshatish tavlanish harorati nafaqat tushirish stressini kamaytirish darajasiga, balki rulonning tuzilishi va ishlashiga ham ta'sir qiladi.
Eritilgan temirni eritish uchun quvvat chastotali indüksiyonli elektr o'choqdan foydalanib, quyma quyish jarayoni, rulonli ishchi yuzasining diametri 288 mm va tarkibi 1-jadvalda ko'rsatilgan. Qalinligi 20 mm va kengligi 40 mm bo'lgan (radial o'lchamli) ) rulonli sovutilgan qatlamdan uzuk. Uzuk bir nechta namunalarga bo'linib, ular tavlanadi va har xil haroratda issiqlik bilan ishlov beriladi, so'ng metallografik tuzilishi va qattiqligi kuzatiladi.
1 -rasmda rulonli kesuvchi halqaning tashqi qismi (sovuq turga yaqin) va kesilgan halqaning ichki qismi (rulon yadrosi yaqinida) metallografik tuzilishi ko'rsatilgan. 1a-rasm va 1b-rasmda rulonning quyma tuzilishi perlit, ledeburit va karbid ekanligini ko'rsatadi. Tangens halqaning tashqarisidagi karbidlar miqdori ko'proq, perlit miqdori esa kamroq, ichki qismidagi karbidlar miqdori esa ko'proq bo'ladi. . Sinov shuni ko'rsatadiki, agar tavlanish harorati 600 ° C ga yetsa va ushlab turish muddati 4 soat bo'lsa ham, rulon konstruktsiyasi 1c va 1d -rasmda ko'rsatilgandek aniq o'zgarishsiz qoladi.

(a) Tashqariga tashlanganidek (b) Ichkariga tashlanganidek
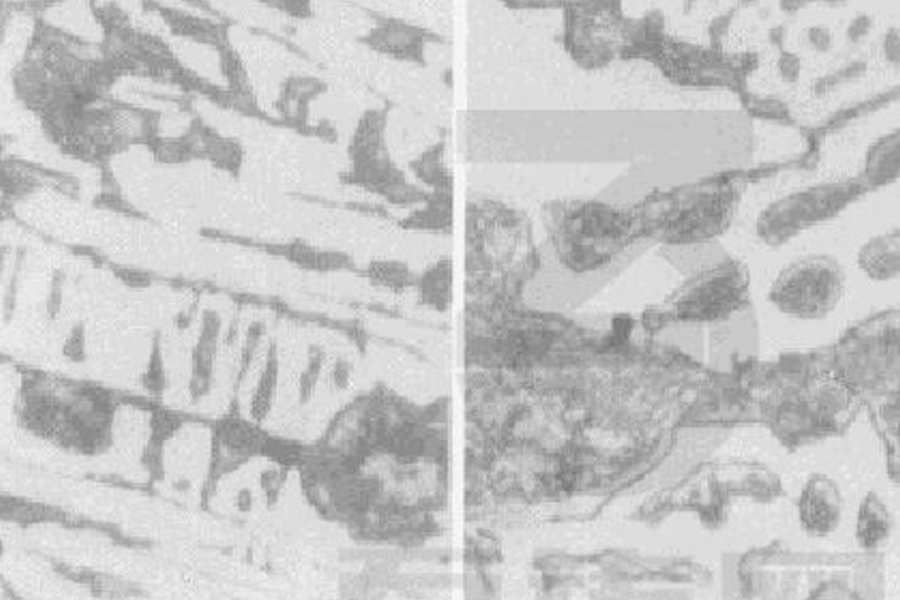
(c) 600 ℃ × 4 soat issiqlik bilan ishlov berishdan keyin tashqi tomoni (d) 600 ℃ × 4 soat issiqlik bilan ishlov berishdan keyin ichki tomoni
1 -rasm Roll metallografik tuzilishi
2-rasmda, rulonli ishchi qatlamning kesilgan halqasining turli holatlarda quyma holatida va har xil issiqlik bilan ishlov berishdan keyin qattiqligi ko'rsatilgan. Rasm shuni ko'rsatadiki, rulonning qattiqligi chiqib ketish halqasining tashqi tomonidan asta -sekin kamayadi. Issiqlik bilan ishlov berilgandan so'ng, rulonning qattiqligi pasayadi va issiqlik bilan ishlov berish harorati oshishi bilan qattiqligining pasayishi oshadi. Issiqlik bilan ishlov berish harorati 600 ° C ga yetganda, qattiqlik ancha pasayadi. Rulonlarning qattiqligi bo'yicha mijozning talablariga binoan, biz ishlab chiqarishda 400 of tavlanish haroratini tanlaymiz.

muhokama
Issiqlik bilan ishlov berilgandan keyin rulon qattiqligining pasayishiga uchta omil sabab bo'ladi. Ulardan biri shundaki, metallografik tuzilish issiqlik bilan ishlov berish jarayonida o'zgaradi, masalan, karbidlarning parchalanishi. 1 -rasmga binoan, agar issiqlik bilan ishlov berish harorati 600 ° C ga yetsa ham, rulon tuzilishi hali ham sezilarli o'zgarishlarga ega emas. Bu natija ferroalyaj faza diagrammasiga mos keladi [1]. Ko'rinib turibdiki, rulon qattiqligining pasayishi metalografik strukturaning o'zgarishi bilan bog'liq emas. Ikkinchidan, qotishma elementlari bir xilda tarqaladi va issiqlik bilan ishlov berish jarayonida supersaturatsiya darajasi kamayadi, ya'ni mikroyapının o'zgarishi natijasida yuzaga keladi. Bu omilning ta'sirini aniqlash uchun tajriba turli issiqlik bilan ishlov berishdan so'ng karbid va perlitning mikro qattiqligini o'lchadi (3 -rasmga qarang). O'lchov natijalari shuni ko'rsatadiki, issiqlik bilan ishlov berilgandan so'ng, perlit va karbidlarning mikro qattiqligi har xil darajada kamayadi. Bu hodisa rulonning makroskopik qattiqligining pasayishiga olib kelishi kerak. Uchinchisi - rulonning makroskopik qattiqligini quyish stressini yengillashtirish bilan kamaytirish.
Xulosa
Sovutilgan past xromli molibdenli egiluvchan temir rulo tavlangandan va 600 ° C dan past haroratda ishlov berilgandan so'ng, metallografik tuzilish sezilarli darajada o'zgarmaydi, lekin makroskopik qattiqlik kamayadi. Issiqlik bilan ishlov berish harorati 450 ° C dan past bo'lsa, qo'shma qattiqlik ozgina kamayadi va issiqlik bilan ishlov berish harorati 600 ° C dan yuqori bo'lsa, qattiqlik ko'proq pasayadi. Makroskopik qattiqlikning pasayishining sababi mikro qattiqlikning pasayishi va quyish stressining yo'q bo'lishi.
Iltimos, qayta chop etish uchun ushbu maqolaning manbasini va manzilini saqlang: Sovutilgan past xromli molibdenli egiluvchan temir rulosiga tavlanish haroratining ta'siri
Mingxe Die Casting kompaniyasi ishlab chiqarishga bag'ishlangan va sifatli va yuqori mahsuldorlikdagi quyma qismlarni taqdim etadi (metall quyma qismlar asosan o'z ichiga oladi Yupqa devorli quyma,Issiq kamerali quyma,Sovuq kamerali quyma), Dumaloq xizmat (Die Casting Service,Cnc ishlov berish,Qolib tayyorlash, Har qanday maxsus alyuminiy to'qimalarni quyish, magniy yoki Zamak / sink to'qimalarining quyilishi va boshqa quyma talablari biz bilan bog'lanish uchun xush kelibsiz.

ISO9001 va TS 16949 nazorati ostida barcha jarayonlar yuzlab ilg'or quyma dastgohlar, 5 o'qli dastgohlar va boshqa qurilmalar orqali amalga oshiriladi, ular portlatuvchilardan Ultra Sonic kir yuvish mashinalariga qadar.Minghe nafaqat zamonaviy uskunalarga ega, balki professionallarga ham ega. mijozning dizaynini amalga oshirish uchun tajribali muhandislar, operatorlar va inspektorlar jamoasi.

Matritsa to'qimalarining shartnoma ishlab chiqaruvchisi. Imkoniyatlarga 0.15 funtdan sovuq kamerali alyuminiy matritsa quyish qismlari kiradi. 6 funtgacha. tez o'zgarishni sozlash va ishlov berish. Qo'shimcha qiymat xizmatlariga jilolash, tebranish, naychalash, o'qni portlatish, bo'yash, qoplama, qoplama, yig'ish va asbobsozlik kiradi. 360, 380, 383 va 413 kabi qotishmalar o'z ichiga olgan materiallar.

Sinkli to'qimalarni loyihalash bo'yicha yordam / bir vaqtning o'zida muhandislik xizmatlari. Maxsus ishlab chiqariladigan aniq sinkli to'qimalarni ishlab chiqaruvchi. Miniatyurali to'qimalar, yuqori bosimli quyma to'qimalar, ko'p slaydli qoliplarni quyish, an'anaviy qoliplarni quyish, birlik qoliplari va mustaqil matritsalar va bo'shliq muhrlangan to'qimalarni ishlab chiqarish mumkin. To'qimalarining uzunligi va kengligi bo'yicha 24 dyuymgacha +/- 0.0005 dyuymgacha bardoshlik bilan ishlab chiqarish mumkin.

ISO 9001: 2015 sertifikatlangan quyma magnezium ishlab chiqaruvchisi, Imkoniyatlarga yuqori bosimli magnezium quyma quyish uchun 200 tonna issiq kameraga va 3000 tonna sovuq kameraga, asboblarni loyihalash, abrazivlash, qoliplash, ishlov berish, chang va suyuq bo'yoq, CMM qobiliyatiga ega to'liq QA kiradi. , yig'ish, qadoqlash va etkazib berish.

ITAF16949 sertifikati. Qo'shimcha kasting xizmati investitsiya quyish,qum quyish,Gravitatsiyaviy kasting, Yo'qotilgan ko'pikni quyish,Santrifüj kasting,Vakuumli quyish,Doimiy qolipni quyish, .Qobiliyatlarga EDI, muhandislik yordami, qattiq modellashtirish va ikkinchi darajali ishlov berish kiradi.

Casting Industries Qismlarga oid masalalar: Avtomobillar, velosipedlar, samolyotlar, musiqa asboblari, suv kemalari, optik qurilmalar, datchiklar, modellar, elektron qurilmalar, to'siqlar, soatlar, mashinalar, dvigatellar, mebel, zargarlik buyumlari, dastgohlar, telekommunikatsiya vositalari, yoritish, tibbiy asboblar, fotosuratlar, Robotlar, haykaltaroshlar, ovozli uskunalar, sport anjomlari, asbobsozlik, o'yinchoqlar va boshqalar.
Keyinchalik sizga nima yordam bera olamiz?
∇ Uy sahifasiga o'ting Xitoyni quyish
→Kasting qismlari-Biz nima qilganimizni bilib oling.
→ haqida maslahatlar Die Casting xizmatlari
By Minghe Die Casting ishlab chiqaruvchisi | Toifalar: Foydali maqolalar |ashyo Tags: Alyuminiy quyish, Sink quyish, Magniy quyish, Titan quyish, Zanglamaydigan po'latdan quyma, Guruch quyish,Bronza quyish,Videoni translatsiya qilish,Kompaniya tarixi,Alyuminiy Die Casting Fikrlar o'chirilgan







