Ishqalanishni payvandlash
Ishqalanishni payvandlash
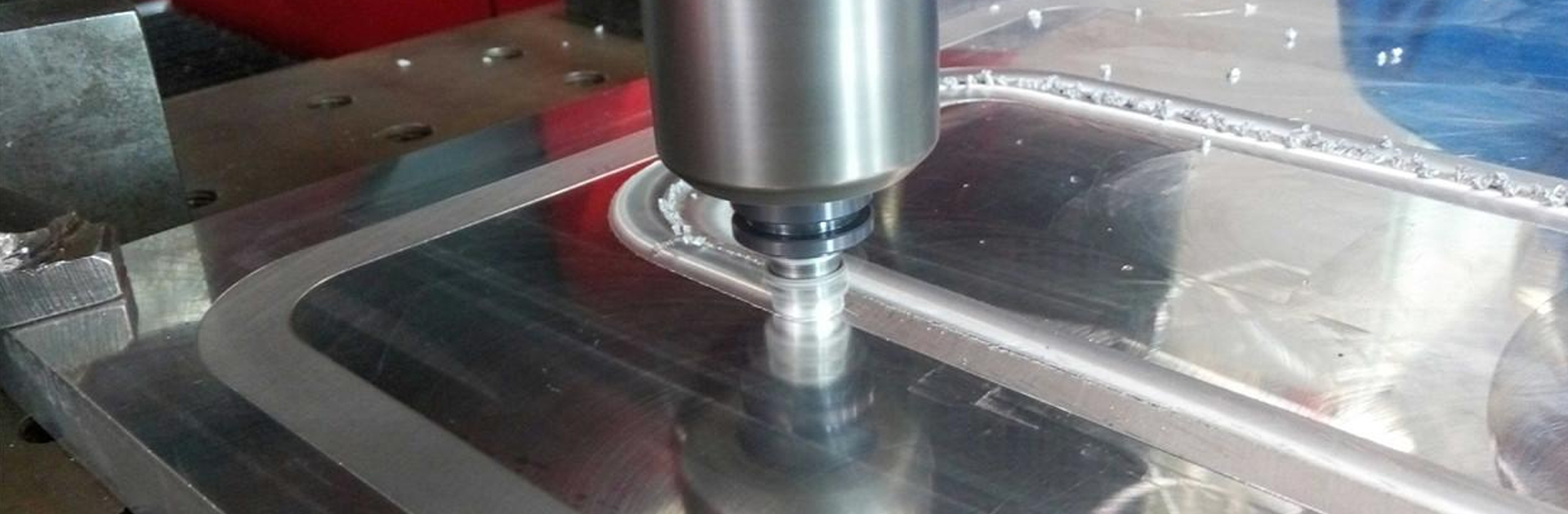
Ishqalanish bilan payvandlash ishlov berish qismini bosim ostida plastik deformatsiyaga olib kelishi uchun issiqlik manbai sifatida ishlov beriladigan aloqa joyining ishqalanishi natijasida hosil bo'ladigan issiqlik yordamida payvandlash usulini nazarda tutadi.
Bosim ta'sirida, doimiy yoki ortib boruvchi bosim va moment momenti ta'sirida payvandlashning aloqa uchlari yuzlari orasidagi nisbiy harakatlanish ishqalanish yuzasida va uning atrofida ishqalanadigan issiqlik va plastik deformatsiya issiqligini hosil qiladi, shu sababli uning atrofidagi harorat ko'tariladi. Harorat oralig'i erish nuqtasiga yaqin, lekin umuman pastroq, materialning deformatsiyaga chidamliligi pasayadi, plastisitivligi yaxshilanadi va interfeysdagi oksid plyonkasi buziladi. Bezovta qiluvchi bosim ta'sirida materialning plastik deformatsiyasi va oqimi interfeysda molekulyar diffuziya va qayta kristallanish bilan birga keladi. Payvandlashni amalga oshirish uchun qattiq holatdagi payvandlash usuli.
Minghe katta miqdordagi quyma dasturlar uchun to'liq ishqalanish bilan payvandlash echimlarini taklif etadi - bu katta mashina portfeli va muhandislikdan tortib to xizmatgacha bo'lgan qo'shimcha yordamga ega. Investitsiyalarni ishlab chiqarish bo'yicha global etakchi sifatida biz bozorda faqat eng yaxshi xizmatlarni taklif qilishdan faxrlanamiz. Mijozlarga ajoyib xizmat ko'rsatishga bo'lgan ishtiyoqimiz mukammallikka intilishimizga olib keladi. Bizning xizmatlarimiz haqida ko'proq bilish yoki keyingi loyihangizning variantlarini muhokama qilish uchun bugun jamoaga murojaat qiling.
Ishqalanish bilan payvandlashning mohiyati
Mexanik qismlarning metall yuzalari ishqalanish sababli yopishishi va payvandlanishi odatiy holdir. Metallni kesish va dastgohni yuqori tezlikda aylantirish jarayonida ko'pincha ikkita metall qismning sirtlari ishqalanish va issiqlik tufayli bir-biriga payvandlanganligi aniqlanadi. Masalan: burilish paytida burama asbobda ichki chekka hosil bo'ladi; burg'ulash paytida burg'ulash va ishlov beriladigan qism ko'pincha bir-biriga bog'langan; milning yonishi tufayli toymasin rulman tiqilib qoladi. Albatta, bu holatlar doimo odamlar oldini olishga intilgan baxtsiz hodisalar bo'lgan. Payvandlash hodisasi sifatida tahlil qilinadigan bo'lsa, ularning jarayoni mukammal emas va payvandlash sifati ideal emas.
Shu bilan birga, ushbu bog'lash va payvandlash hodisalarini tahlil qilish orqali ishqalanish bilan payvandlashning mohiyatini tushunish foydalidir.
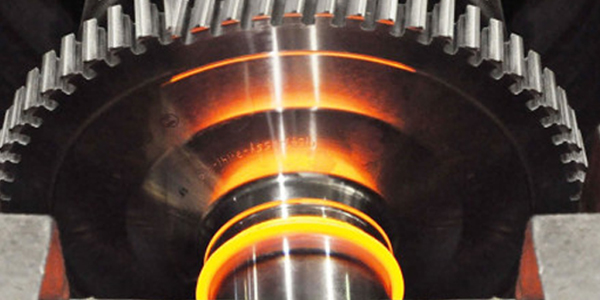
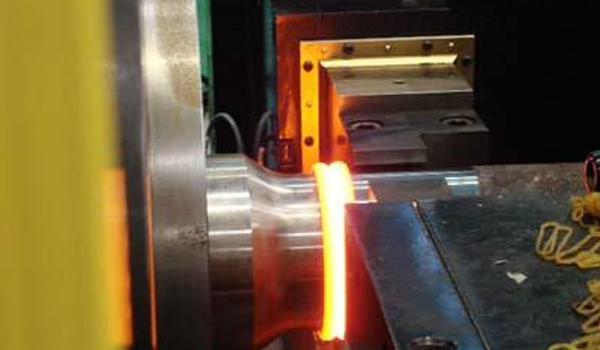
Ishqalanish metall sirtidagi oksid plyonkasini yo'q qiladi. Ishqalanadigan issiqlik hosil bo'lishi metallning mustahkamligini pasaytiradi, ammo uning plastisitini oshiradi. Ishqalanish yuzasi metallida plastik deformatsiya va oqim hosil bo'ladi, bu metalning oksidlanishiga to'sqinlik qiladi, payvandlash metalllari atomlarining o'zaro tarqalishini ta'minlaydi va mustahkam payvandlangan bo'g'in hosil qiladi. Bu ishqalanish bilan payvandlashning mohiyati.
Ishqalanish bilan payvandlashning xususiyatlari
Nima uchun ishqalanish payvandlashi uyda va chet elda juda tez rivojlanmoqda va uni qo'llash juda keng, chunki bu uning qator afzalliklariga ega. Ushbu afzalliklarga quyidagi jihatlar kiradi:
1. Qo'shimchaning payvandlash sifati yaxshi va barqaror
Mamlakatimda past haroratli ishqalanish bilan payvandlash natijasida ishlab chiqarilgan alyuminiy-mis o'tish birikmalarining hurda darajasi 0.01% dan kam; qozon fabrikasi tejamkor bobinlarni ishlab chiqarish uchun chirog'li payvandlash o'rniga ishqalanadigan payvandlashni qo'llaydi va payvandlash qoldiqlari darajasi 10% dan 0.001% gacha kamayadi. G'arbiy Germaniya avtoulov egzoz klapanlarini ishlab chiqarish uchun chirog'li payvandlash o'rniga ishqalanish manbaidan foydalanadi va payvandlashni rad etish darajasi 1.4% dan 0.04 ~ 0.01% gacha kamaydi. Yuqoridagi misollardan ko'rinib turibdiki, ishqalanish payvandlashning hurda darajasi juda past, umumiy payvandlash usulining taxminan 1%.
2. Bir-biriga o'xshamaydigan po'lat va o'xshash bo'lmagan metallarni payvandlash uchun javob beradi.
Ishqalanish bilan payvandlash nafaqat oddiy bir-biriga o'xshash bo'lmagan po'latlarni, balki xona harorati va yuqori haroratda juda xilma-xil mexanik va fizik xususiyatlarga ega bo'lgan o'xshash bo'lmagan po'latlarni va o'xshash bo'lmagan metallarni, masalan, uglerod konstruktsion po'lati - yuqori tezlikda ishlaydigan po'latni payvandlashi mumkin; mis - zanglamaydigan po'lat. Bundan tashqari, u alyuminiy-mis, alyuminiy po'lat va boshqalar singari mo'rt qotishmalar ishlab chiqaradigan o'xshash bo'lmagan metallarni payvandlashi mumkin.
3. Manba o'lchamining yuqori aniqligi
Ishqalanish bilan payvandlash natijasida hosil bo'lgan dizel dvigatelning oldindan yonish kamerasi uchun umumiy uzunlikning maksimal xatosi ± 0.1 mm. Ba'zi maxsus ishqalanish payvandlash dastgohlari payvandlashning uzunlik bardoshliligi 0.2 mm, eksantrikligi esa 0.2 mm dan kam bo'lishini ta'minlashi mumkin. Shu sababli, ishqalanish bilan payvandlash nafaqat blanklarni payvandlashda, balki yig'ilgan mahsulotlarni payvandlashda ham qo'llaniladi.
4. Payvandlash apparati kam quvvat va energiya tejashga ega.
Ishqalanish payvandlash va chirog'li payvandlash bilan taqqoslaganda energiya tejash taxminan 80 ~ 90% ni tashkil qiladi.
5. Ishqalanish bilan payvandlashning atrof-muhitni muhofaza qilish xususiyatlari
Ishqalanish bilan payvandlash ish joyi gigienik, uchqun, yoy va zararli gazlarsiz, atrof muhitni muhofaza qilish uchun qulay va boshqa zamonaviy metallni qayta ishlash usullari bilan avtomatik ishlab chiqarish liniyalarida foydalanishga yaroqlidir.