Guruch quyish
Guruch quyish xizmatlari - maxsus quyma guruch qotishma qismlari Xitoy kompaniyasi
IATF 16949 sertifikatlangan quyma to'qimalarni ishlab chiqarish uchun sertifikatlangan
Mis quyish nima? Mis qotishmasi asosiy qotishma elementi sifatida sink bilan odatda guruch deb ataladi. Mis-sink ikkilik qotishmasi oddiy guruch, mis-rux qotishmasiga ozgina miqdorda boshqa elementlar qo'shilishi natijasida hosil bo'lgan uchlamchi, to'rtinchi yoki ko'p elementli guruch maxsus guruch deb ataladi, quyma guruch - Cu asosidagi quyma qotishma. -Zn ikkilik qotishma. Uning kristallanish harorati oralig'i kichik va quyish ko'rsatkichi yaxshiroqdir. Qalay bronza bilan taqqoslaganda quyma guruch yuqori mexanik xususiyatlarga ega. Bunga qo'shimcha ravishda, guruch tarkibida juda ko'p miqdordagi sink bo'lganligi sababli, uning narxi pastroq. Bu quyma guruchning keng qo'llanilishining sabablari.
Quyma guruch quyma uchun guruch ishlab chiqarish uchun ishlatiladi. Guruch to'qimalari mashinasozlik, kemalar, aviatsiya, avtomobilsozlik, qurilish va boshqa sanoat sohalarida keng qo'llaniladi va og'ir rangli metall materiallarda ma'lum vaznga ega bo'lib, quyma guruch seriyasini hosil qiladi. mexanik ishlab chiqarishda xarajat, yuqori texnologik moslashuvchanlik, murakkab shakllar va katta to'qimalarni olish mumkin, va masalan, dastgoh asboblari 60 dan 80% gacha, avtomobillar 25% va traktorlar 25% ni tashkil qiladi. 50 ~ 60%.
Tajribali va ishonchli quyma komponentlar ishlab chiqaruvchisi tomonidan tayyorlangan guruch qismlarini qidiryapsizmi? Minghe-ning maxsus guruch quyish xizmatlari sizning ideal tanlovingiz bo'lishi mumkin. Biz 30 yildan ortiq to'qimalarni ishlab chiqarish tajribasiga egamiz, oddiy yoki murakkab guruch mahsulotlarini, shu jumladan yuqori sifatli guruch to'qimalarining tarkibiy qismlari, guruch investitsiya quyish komponentlari, guruch markazdan qochirma quyish komponentlari, guruch qum quyish komponentlari va guruch yo'qolgan ko'pikli to'qimalarining tarkibiy qismlarini ommaviy ishlab chiqarish qobiliyatiga egamiz. bizning ixtiyorimizda ishonchli operatorlar, zamonaviy texnika va uskunalar bilan talablar. Bizning guruch to'qimalarining barcha tarkibiy qismlari belgilangan inspektorlar, jarayonni tekshirish va har bir qismida yakuniy tekshiruvlar bilan bizning qat'iy tekshiruv rejimimizga bo'ysunadi.



Murakkab loyihalaringizning o'ziga xos xususiyatlarini muhokama qilish uchun bugun bizning guruch quyish qismining muhandisi bilan bog'laning.
Guruch va bronza o'rtasidagi kasting ko'rsatkichlarini taqqoslash
Guruch va bronza bilan taqqoslaganda, misdagi misning qattiq eruvchanligi juda katta. Oddiy harorat muvozanati sharoitida ruxning 37% misda, 30% ruxning quyma holatida eritilishi mumkin, qalay bronza esa quyma holatida qalayning qattiq eruvchanlik massasi mis atigi 5% dan 6% gacha, misdagi alyuminiy bronza va alyuminiyning qattiq eruvchanligi massa ulushi atigi 7% dan 8% gacha. Shuning uchun sink misda juda muhimdir. Yaxshi qattiq eritmani kuchaytiruvchi ta'sir. Shu bilan birga, qotishma elementlarning aksariyati guruchda turli darajalarda eritilishi mumkin, bu uning mexanik xususiyatlarini yanada yaxshilaydi, bu guruchni, ayniqsa ba'zi bir maxsus guruchlarni yuqori quvvatga ega va sinkning narxi pastroq alyuminiy, mis va qalayga qaraganda ancha boy va boy manbalarga ega.
Guruchga qo'shilgan sink miqdori ko'proq, shuning uchun guruch narxi qalay bronza va alyuminiy bronzadan past. Guruch kichkina qotish harorati diapazoniga, yaxshi suyuqlikka va qulay eritishga ega. Guruch yuqorida aytib o'tilgan yuqori chidamlilik, arzon narx va quyish ko'rsatkichlarining yaxshi xususiyatlariga ega bo'lganligi sababli, guruch mis qotishmalaridagi qalay bronza va alyuminiy bronzaga qaraganda ko'proq navlarga, katta ishlab chiqarishga va keng qo'llanishga ega. Ammo guruchning aşınma qarshiligi va korroziyaga chidamliligi bronza kabi yaxshi emas, ayniqsa, oddiy guruchning korroziyaga chidamliligi va aşınmaya bardoshliligi nisbatan past. Faqatgina ba'zi bir qotishma elementlari qo'shilib, turli xil maxsus guruchlarni hosil qilganda, uning aşınmaya bardoshliligi va qarshilik Korozyon ishlashi yaxshilandi va yaxshilandi.
Guruchning quyma ishlash xususiyatlari
Quyma guruchning quyma ishlash xususiyatlari quyidagilardir: quyma guruchdagi sink quyma guruchning quyish ko'rsatkichlariga ta'sir qiluvchi asosiy omil hisoblanadi. Sinkning bug'lanish nuqtasi taxminan 907 is, quyma guruchning erish harorati esa 900 g atrofida. , Sink bug'lanish va oksidlanishning ajoyib tendentsiyasiga ega. Guruchni quyish yaxshi suyuqlikka ega, ammo marganets guruchi juda qisqaradi va u qisqarishga, sovuq yorilishga va deformatsiyaga moyil.
Yuqoridagi xususiyatlarni hisobga olgan holda, kasting paytida quyidagi jarayon choralarini ko'rish kerak:
- - To'qimalarining kuchlanishini kamaytirish va yoriqlar va deformatsiyalarni oldini olish uchun yaxshi imtiyozli qum yadrosini tanlang.
- - Oziqlantirishni kuchaytirish uchun ko'taruvchini o'rnating.
- - Darvoza tizimini yo'naltirilgan qotishni amalga oshirishni ta'minlash, shlak yig'ish va shlakni ushlab turuvchi tuzilmani o'rnatish va suyuqlik oqimini muammosiz to'ldirish kerak. Ichki yugurish tartibi to'qimalarni bir xil darajada sovitishi kerak.
- - Suyuqlik qisqarishini kamaytirish va bug'lanishni oldini olish uchun quyish jarayoni quyma guruchni quyish haroratini minimallashtiradi.
Quyma guruchni quyish usullari asosan quyma quyish, qum quyish, markazdan qochma quyish, uzluksiz quyish va sarmoyaviy quyishni o'z ichiga oladi. Maqsadli ravishda turli xil qotishmalarni tanlash kerak.
Guruch quyish - Cu-Zn ikkilik qotishmasiga asoslangan quyma qotishma. Uning kristallanish harorati oralig'i kichik va quyish ko'rsatkichi yaxshiroqdir. Qalay bronza bilan taqqoslaganda quyma guruch yuqori mexanik xususiyatlarga ega. Bunga qo'shimcha ravishda, guruch tarkibida juda ko'p miqdordagi sink bo'lganligi sababli, uning narxi pastroq. Bu quyma guruchning keng qo'llanilishining sabablari.
Biroq, qalay bronza va alyuminiy bronza bilan taqqoslaganda, quyma guruch korroziyaga chidamliligi past. Sinkning faol kimyoviy tabiati va quyi elektrod potentsiali tufayli guruch korroziyaga uchraydi. Ayniqsa, dengiz suvi va elektrolitli boshqa korroziv muhitda mis fazasiga va guruch tarkibidagi ruxga boy faza o'rtasida interfaza oqimi hosil bo'ladi, bu esa elektrod potentsiali past bo'lgan sinkga boy fazaning korroziyasini kuchaytiradi. dezintsifikatsiyalash korroziyasi deb ataladi.
Guruchda sinkning qattiq eruvchanligi juda katta. Oddiy harorat muvozanati sharoitida sinkning taxminan 37% misda, haqiqiy ishlab chiqarishda esa sinkning taxminan 30% quyma holatida eritilishi mumkin. Shuning uchun sink misda qattiq eritmani kuchaytiruvchi ta'sirga ega. Oddiy guruch ma'lum bir quvvatga, qattiqlikka va quyish jarayonining yaxshi ishlashiga ega bo'lsa-da, aşınma qarshilik va korroziyaga chidamliligi, ayniqsa oqadigan dengiz suvi, bug 'va noorganik kislotaga qarshi. Shuning uchun, quyma guruchga mexanik, fizikaviy va kimyoviy xususiyatlarini yaxshilash uchun ozgina miqdorda boshqa qotishma elementlari (asosan Mn, Al, Fe, Si, Pb va boshqalar) qo'shiladi va shu bilan har xil ko'rsatkichlarga javob beradigan maxsus quyma guruch hosil bo'ladi. talablar. , Erkin kesuvchi guruch, dengiz guruchi, yuqori quvvatli guruch va quyma guruch kabi.
Guruchning kristallanish harorati oralig'i juda kichik (taxminan 30-40 ℃). Sink miqdori oshganda, suyuqlanish harorati tezda pasayadi va erish nuqtasi mos ravishda pasayadi. Shuning uchun guruch yaxshi suyuqlikka ega va kontsentrlangan qisqarish bo'shliqlarini hosil qiladi. , G'ovaklik va intragranulyar ajratishni shakllantirish oson emas. Guruch past erish nuqtasiga ega va uning tarkibida ko'p miqdorda bug'lanib ketishi oson bo'lgan sink elementi mavjud. Bug'langanda, u qotishma gazini olishiga to'sqinlik qilishi va mis suyuqligidagi gazni olib ketishi mumkin, shunda eritish jarayonida gaz kam bo'ladi. Shuning uchun, guruch to'qimalari odatda Stomata ishlab chiqarmaydi.
Shu bilan birga, guruchni eritishda sinkning o'zi kuchli oksidlovchi ta'sirga ega va boshqa oksidlovchi moddalar kerak emas. Shuning uchun guruchni eritish boshqa mis qotishmalariga qaraganda osonroq va quyish xususiyatlariga ega. Sink va kislorodning yuqori yaqinligi tufayli guruchni eritish jarayonida oksid ZnO osonlikcha hosil bo'ladi, ammo Al2O3 dan farqli o'laroq, u mis suyuqligidan cürufga ajraladi. Qotishma ikkilamchi oksidlanishining oldini olish uchun choralar ko'rilguncha, odatda oksidlanish qo'shilish nuqsonlaridan qochish mumkin. Guruchning qisqarish darajasi katta bo'lib, kontsentratsiyalangan qisqarish bo'shliqlari qotish paytida osonlikcha hosil bo'ladi. Shuning uchun, ketma-ket qotish printsipiga muvofiq kattaroq oziqlantiruvchi ko'taruvchilar o'rnatilishi mumkin. Guruch qobiqga o'xshash qotish xususiyatlariga ega va quyma sovutish tezligiga sezgir emas, shuning uchun uning mexanik xususiyatlari quyma devor qalinligidagi o'zgarishlarga ham sezgir emas.
Kasting ishlab chiqarishda deyarli ikkilik guruch ishlatilmaydi. Maxsus ishlash talablarini qondirish va quyish jarayonining ish faoliyatini yaxshilash uchun bir nechta guruch quyish qismlari keng qo'llaniladi
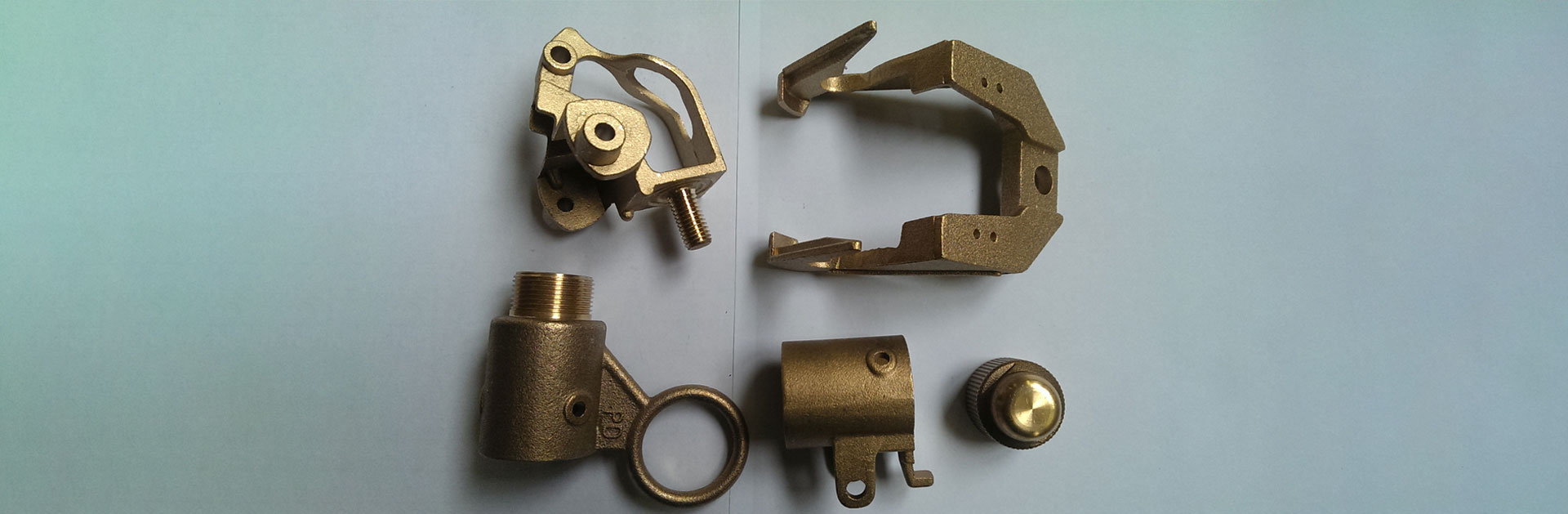
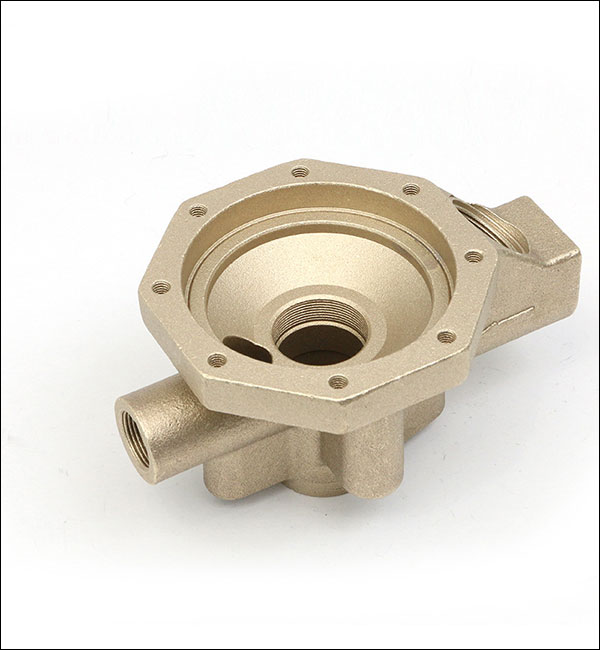
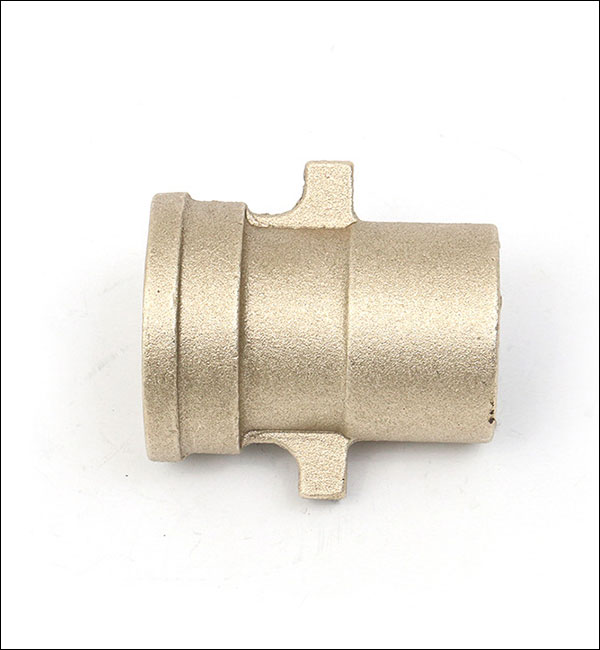
Guruch to'qimalarining Minghe misollari
Minghe Casting ishlab chiqarish xizmatlari dizayni uchun haqiqatga va alyuminiy quyish qismlarini, sink quyish qismlarini, magniy quyish, titanium quyish qismlarini, zanglamaydigan po'latdan quyish qismlarini, mis quyish qismlarini, po'lat quyish qismlarini, guruch to'qimasini ishlab chiqarish hajmini past va yuqori darajada ishlab chiqarish uchun mavjud. qismlar va boshqalar.










Ko'proq quyma qismlar ishlarini o'rganish >>> ga o'ting
Eng yaxshi guruch quyish ta'minotchisini tanlang
Hozirgi vaqtda bizning guruch to'qimalarining qismlari Amerika, Kanada, Avstraliya, Buyuk Britaniya, Germaniya, Frantsiya, Janubiy Afrika va boshqa ko'plab mamlakatlarga eksport qilinmoqda. Biz ISO9001-2015 ro'yxatdan o'tganmiz, shuningdek SGS tomonidan sertifikatlanganmiz.
Bizning guruch to'qimalarni tayyorlash bo'yicha xizmatimiz avtomobil, tibbiyot, aerokosmik, elektronika, oziq-ovqat, qurilish, xavfsizlik, dengiz va boshqa sohalar uchun sizning talablaringizga javob beradigan bardoshli va arzon to'qimalarni taqdim etadi. Qisqa vaqt ichida bepul narxni olish uchun so'rovingizni yuboring yoki rasmlaringizni yuboring. sales@hmminghe.com guruch quyish loyihangiz uchun bizning odamlarimiz, asbob-uskunalarimiz va asbob-uskunalarimiz eng yaxshi sifatni qanday qilib eng yaxshi narxga keltirishi mumkinligini ko'rish.
Biz kasting xizmatlarini taqdim etamiz:
Minghe Casting xizmatlari qum quyish, metall quyish, investitsiya quyish bilan yo'qolgan ko'pik quyish va boshqalar bilan ishlaydi.
Qum to'qimasi
Qum to'qimasi qoliplarni tayyorlash uchun asosiy modellashtirish materiali sifatida qumdan foydalanadigan an'anaviy quyish jarayoni. Gravitatsiyaviy quyish odatda qum qoliplari uchun ishlatiladi va past bosimli quyish, markazdan qochirma quyish va boshqa jarayonlar maxsus talablar mavjud bo'lganda ham qo'llanilishi mumkin. Qum to'qimalarining moslashuvchanligi keng, kichik bo'laklari, katta bo'laklari, oddiy bo'laklari, murakkab bo'laklari, bitta bo'laklari va ko'p miqdorda ishlatilishi mumkin.
Doimiy qolipni quyish
Doimiy qolipni quyish uzoq umr va yuqori ishlab chiqarish samaradorligiga ega, nafaqat yaxshi o'lchov aniqligi va silliq yuzasiga ega, balki qum to'qimalariga qaraganda yuqori quvvatga ega va bir xil eritilgan metall quyilganda shikastlanish ehtimoli kamroq. Shuning uchun, o'rta va kichik rangli metall to'qimalarni ommaviy ishlab chiqarishda, quyma materialning erish nuqtasi juda yuqori bo'lmaguncha, odatda metall quyish afzallik beriladi.

Sarmoyaviy kasting
Ning eng katta afzalligi investitsiya quyish shundan iboratki, sarmoyaviy to'qimalar yuqori o'lchovli aniqlik va sirt qoplamasi bilan ishlov berish ishini qisqartirishi mumkin, ammo yuqori talablarga ega qismlarga ishlov berish uchun ozgina mablag 'qoldiradi. Ko'rinib turibdiki, sarmoyaviy quyish usulidan foydalanish ko'plab dastgoh uskunalari va ishlov berish vaqtini tejashga imkon beradi va metall xom ashyosini ancha tejaydi.
Yo'qotilgan ko'pikni quyish
Yo'qotilgan ko'pikli to'qimalar parafin mumi yoki quyma kattaligi va shakliga o'xshash ko'pikli modellarni model klasterlariga birlashtirishdir. Olovga chidamli qoplamalarni tozalash va quritishdan so'ng ular tebranishni modellashtirish uchun quruq kvarts qumiga ko'miladi va modelni gazlashtirish uchun salbiy bosim ostida quyiladi. , Suyuq metall modelning o'rnini egallaydi va qotish va sovutishdan keyin yangi quyish usulini hosil qiladi.

Casting qilish
Dökümlü to'qimalar - bu metall quyish jarayoni, bu qolipning bo'shlig'i yordamida eritilgan metallga yuqori bosim berish bilan tavsiflanadi. Kalıplar odatda yuqori quvvatli qotishmalardan tayyorlanadi va bu jarayon biroz quyish bilan o'xshashdir. Ko'pgina quyma to'qimalar temirsiz, masalan, rux, mis, alyuminiy, magniy, qo'rg'oshin, qalay va qo'rg'oshin-qalay qotishmalari va ularning qotishmalari. Minghe Xitoyning eng yuqori pog'onasi bo'lgan Kasting xizmati 1995 dan beri.
Santrifüj kasting
Santrifüj kasting suyuq metallni yuqori tezlikda aylanadigan qolipga quyish texnikasi va usuli bo'lib, suyuq metall qolipni to'ldirish va quyma hosil qilish uchun markazdan qochirma harakatdir. Santrifüj harakati tufayli suyuq metall qolipni radial yo'nalishda yaxshilab to'ldirishi va to'qimaning erkin yuzasini hosil qilishi mumkin; u metallning kristallanish jarayoniga ta'sir qiladi va shu bilan to'qimaning mexanik va fizik xususiyatlarini yaxshilaydi.

Past bosimli quyma
Past bosimli quyma qolip odatda muhrlangan krujka ustiga qo'yilganligini va siqilgan havo eritilgan metall yuzasida past bosim (0.06 ~ 0.15MPa) hosil qilish uchun krujkaga kiritilishini anglatadi, shunda eritilgan metall ko'taruvchi trubadan ko'tariladi qolipni to'ldiring va boshqaring Qattiqlashtirilgan quyish usuli. Ushbu quyish usuli yaxshi ovqatlanish va zich tuzilishga ega, katta ingichka devorli murakkab to'qimalarni quyish oson, ko'targichlar yo'q va metallni qayta tiklash darajasi 95%. Hech qanday ifloslanish yo'q, avtomatlashtirishni amalga oshirish oson.
Vakuumli quyish
Vakuumli quyish bu metallni eritish, quyish va vakuum kamerasida kristallashtirish jarayonidir. Vakuum bilan quyish metalldagi gaz tarkibini minimallashtirishga va metall oksidlanishining oldini olishga imkon beradi. Ushbu usul juda talabchan maxsus qotishma po'lat to'qimalarni va juda oson oksidlangan titanium qotishma to'qimalarni ishlab chiqarishi mumkin. Minghe Casting vakuumli quyish sub-zavodiga ega, bu vakuumli quyish bilan bog'liq barcha muammolarni hal qilish uchun etarli