
Avtomobil alyuminiy shassisining tarkibiy qismlarining mikroyapısı va mexanik xususiyatlari

Kasting tuzilishi va texnologiyani ishlab chiqishning asosiy nuqtalari
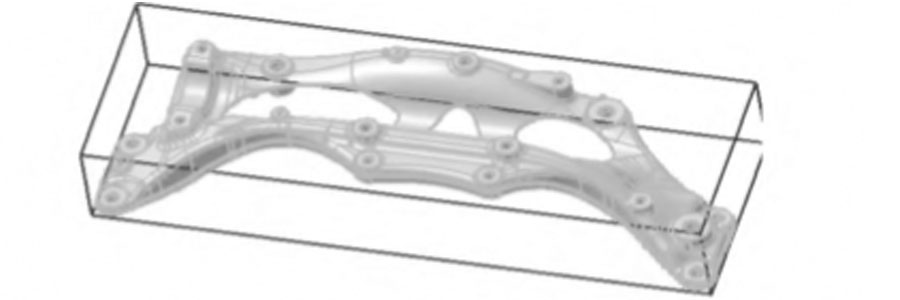
Avtomobil shassisining tuzilishi 1 -rasmda ko'rsatilgan. Uning kontur o'lchami 677.79 mm × 115.40 mm × 232.42 mm, massasi 2.6 kg, o'rtacha devor qalinligi 3.5 mm, hajmi taxminan 9.88 × 105 mm^3. Kastingning taxmin qilingan maydoni 86300mm^2, materiali Al-8Si-Mn-Mg qotishmasidir. Kastingda bir nechta qalin devorli issiq bo'g'inlar mavjud bo'lib, ular siqilish teshiklarini hosil qiladi. To'qimalarning tashqi ko'rinish sifatiga qo'yiladigan talablar: aniq quyma quyish oqimi belgilari, toshbaqaning aniq yoriqlari va yuzasida pufakchalar yo'q; to'qimalarning ichki sifat talablari: umumiy quyish joyi teshiklari 1 mm dan past, boshliqlar va qalin go'sht qismlari teshiklarni talab qiladi 2 mm Quyidagilar; quyma ichidagi havo tarkibiga qo'yiladigan talablar: quyishning belgilangan uchida 100 g alyuminiyga to'g'ri keladigan havo miqdori 15 ml dan kam, ichki eshikning belgilangan qismi esa 10 ml dan kam bo'lishi kerak; quyishning mexanik xususiyatlari (T5 bilan ishlov berilgandan keyin) talablari: 220MPa tortishish kuchi, rentabellik Quvvat 150MPa, cho'zilishi ≥5%, zarbga chidamliligi ≥6.0J/sm2, ipning tortish sinovi M10≥60kN, M12≥85kN, qattiqlik (HRB) 30; to'qimalarning charchash testiga qo'yiladigan talablar: normal sharoitda, belgilangan nuqtada 6.1 ~ -4.8kN kuchiga bardosh bering, chastotasi 2 Gtsni tashkil qiladi va 20,000 tsikldan keyin shikastlanishiga yo'l qo'yilmaydi. Sinov sharoitida tsikllar soni 40,000 XNUMX marta. Yuqoridagi talablarga ko'ra, bu to'qimalarni ishlab chiqarish nisbatan qiyin.
Kastingni ishlab chiqish jarayonida, rivojlanish tsiklini qisqartirish uchun, tahlil qilish uchun raqamli simulyatsiya dasturidan foydalaniladi va ishlab chiqarishning haqiqiy parametrlariga asoslanib, quyishning to'rt xil usuli qo'llaniladi (2 -rasmga qarang). 1-reja va 2-reja taroqsimon quyish usulini, 3-reja va 4-reja fan shaklidagi quyish usulini qo'llaydi; 2 -reja bilan taqqoslaganda, 1 -reja ko'proq konsentratsiyali ozuqa usulini, 2 -reja esa ko'proq tarqoq ozuqa usulini qo'llaydi. ; 4 -variant bilan taqqoslaganda, 3 -variantda asosiy yuguruvchi qisqaroq, 4 -variantda esa uzunroq bo'ladi. Yuqoridagi to'rtta sxemani taqlid qilish va tahlil qilish uchun Magma dasturidan foydalaning. Natijalar shuni ko'rsatadiki: 1 -variantli yuguruvchi juda to'g'ri, energiya yo'qotilishi katta va ichki eshikni to'kish sinxronlanmagan, bu tartibsiz; 2 -variant yuguruvchilarning har ikki tomoniga gaz bilan to'ldiriladi va qotishma tahlilining quyilishi tishli teshiklarning har ikki tomonida siqilish teshiklariga ega; 3 Yuguruvchi juda qisqa, bu yuqori vakuumli to'qimalarni quyish jarayonini qo'llash uchun qulay emas; 4 -sxema quyishning o'rta quyiladigan qismining harorati yuqori va mog'or eroziyasi u erda bo'lishi ehtimoli yuqori. To'ldirish suyuqligining holatini, qotib qolishning qisqarishini, haroratni va boshqalarni hisobga olsak, 4 -variant yaxshiroq.

Döküm jarayonining parametrlarini optimallashtirish testi
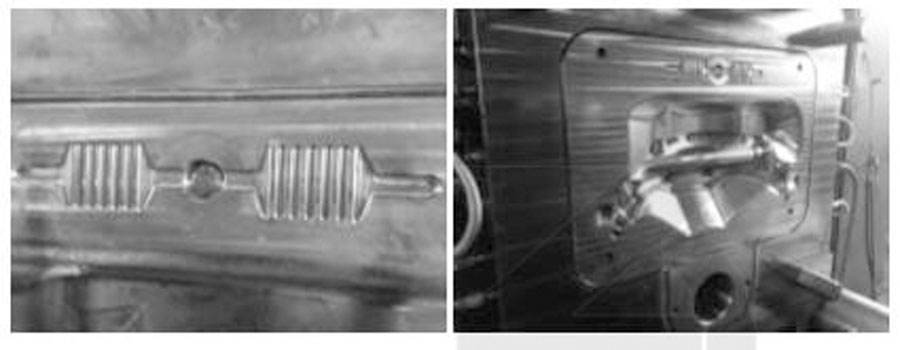
U Idraning 16000kN gorizontal sovuq kamerali quyma quyish mashinasi yordamida ishlab chiqariladi, u real vaqtda in'ektsiya boshqaruv tizimi bilan jihozlangan. Vakuumli vana-bu mustaqil intellektual mulk huquqlariga ega bo'lgan gidravlik yuqori vakuumli to'xtash valfi (3-rasmga qarang) va bo'shliq va bosim kamerasini ikki tomonlama vakuumga erishish uchun yuqori vakuumli boshqaruv tizimi bilan jihozlangan; qolib yuzasi diametri 10 mm bo'lgan silikon tasma bilan muhrlangan (4-rasmga qarang); qolib yog'li muhit bilan sovutiladi va qolib haroratini aniq nazorat qilish uchun termojuft bilan jihozlangan; yadro pimi yuqori bosimli suv bilan sovutiladi sovutish; püskürtme ABB robot tomonidan avtomatik ravishda püskürtülür.
Kalıplama mashinasi sozlamalari parametrlari va yuqori vakuumli zarbalarning optimal kombinatsiyasini olish uchun alyuminiy qotishma haroratini 7 ℃ va qolib haroratini 690 at ga sozlash sharti bilan 200 parametrli kombinatsiyalar sinovdan o'tkazildi.
Ranglarning kirib borishi testi to'qimalarda o'tkazildi va natijalar shuni ko'rsatdiki, quyma yuzasida yomon shakllanish, sovuqni ajratish, yoriqlar va pufakchalar kabi nuqsonlar yo'q edi.
Kastinglarning ichki sifati rentgen yordamida tekshirildi. Natijalar shuni ko'rsatdiki, plastinka holatida hech qanday havo siqilish teshiklari topilmadi va quyma devorining boshi va qalin devor pozitsiyalarida havo teshiklari, qisqarish teshiklari yoki qisqarish teshiklari topilmadi (6 -rasmga qarang).
Yuqoridagi tahlilga ko'ra, sekin in'ektsiya tezligi 0.3 m/s, vakuum holati 480 mm, quyma quyish tezligi 4.0-4.5 m/s, quyish bosimi taxminan 76MPa va tez in'ektsiya bo'lishi mumkin. 620 mm masofa - bu parametrlarning eng yaxshi kombinatsiyasi.
Mexanik ishlash testi va tahlili
3.1 Vakuumning quyma to'qimalarining tuzilishi va mexanik xususiyatlariga ta'siri
Ko'rinib turibdiki, yuqori vakuumli (vakuum darajasi 97 kPa) quyish quyish zichligi yuqori, demak quyma quyishning ichki gaz miqdori kamroq bo'ladi. Oddiy vakuumli (65kPa vakuumli) quyma quyish bilan solishtirganda, yuqori vakuumli quyma to'qimalarining tortishish kuchi, oqish kuchi, cho'zilishi va qattiqligi mos ravishda 21%, 29%, 18%va 10%ga oshadi, bu esa yuqori vakuumli quyma to'qimalarining ekanligini ko'rsatadi. Strukturaviy qismlarning mexanik xususiyatlarini yaxshilashda yaxshiroq rag'batlantiruvchi ta'sir ko'rsatadi.
Yuqori vakuumli quyma yoki oddiy vakuumli quyma bo'ladimi, yuqori vakuumli quyish va oddiy vakuumli quyish paytida qotishma mikroyapısı. Al-8Si-Mn-Mg alyuminiy qotishma strukturasi nisbatan yuqori qo'pol a 1-Al va nozik dumaloq a 2-Al, shuningdek nozik dendritik evtektikadan tashkil topgan. Si va boshqalar tarkibi. Qotishma tarkibidagi Fe miqdori past bo'lsa-da, oz miqdorda granulali Fe-ga boy fazalar hali ham kuzatilishi mumkin. Bosim quyish yuqori harorat va yuqori bosim ostida bo'lganligi sababli, eritilgan metall bo'shliqni juda qisqa vaqt ichida to'ldiradi va qotib, hosil bo'ladi. Bu katta sovutish tezligi suyuq metalni katta darajada sovutishga olib kelishi mumkin, shu bilan yadrolanish sonini oshiradi Nukleatsiya tezligi yaxshilanadi, evtektik Si tozalanadi va ignaga o'xshash AlSiFe fazasining shakllanishi bostiriladi. Vakuumning past darajasi tufayli oddiy vakuum sharoitida quyma ichida juda kichik gözenek nuqsonlari kuzatilishi mumkin.
3.2 Issiqlik bilan ishlov berishning yuqori vakuumli quyma to'qimalarining ishlashi va tuzilishiga ta'siri
3.2.1 Mexanik xususiyatlar
Kastinglar issiqlik bilan ishlov berishdan o'tishi kerak va issiqlik bilan ishlov berish shartlari 200 ℃ × 2 soat. Keyin, quyma qovurg'alarning belgilangan joylarida (1, 2, 3 -pozitsiyalar) tortish sinovi o'tkaziladi. Ko'rinib turibdiki, quyma to'qimalarining mexanik xususiyatlari to'qimalarni quyish jarayoniga qarab o'zgaradi.
Oddiy vakuumli quyish bilan taqqoslaganda, yuqori vakuumli döküm, tortishish kuchi, oqim kuchi, cho'zilishi va qattiqligini sezilarli darajada yaxshilaydi. Ular orasida tortishish kuchi qariyb 21%ga oshadi, oqish kuchi qariyb 29%ga va cho'zilish tezligi taxminan 21%ga oshadi. Taxminan 18% va qattiqlik taxminan 10% ga oshganda, yuqori vakuumli quyma quyma to'qimalarining mustahkamligi va qattiqligini sezilarli darajada yaxshilaydi.
3.2.2 Ta'sirchanlik
Qolgan qovurg'alarning belgilangan pozitsiyalariga ta'sir qilish testi (1, 2 va 3-pozitsiyalar, bu mexanik ishlash sinovlari uchun joylarni tanlash punktlari) yuqori vakuumli quyma to'qimalarining zarbga chidamliligi talablarga to'liq javob berishini ko'rsatadi. kastinglar haqida.
3.2.3 Ip chizish
To'qimalarning M10 va M12 tishli teshiklari ip chizish sinovlaridan o'tkazildi. M10 tishli 66kN va M12 ip 85kN ta'sirida o'zgarmadi, bu yuqori vakuumli quyma to'qimalarining iplari kuch talablariga to'liq javob berishini ko'rsatadi.
3.2.4 Charchash testi
Kastinglar 410150 chidamlilik sinovlaridan o'tkazilgandan so'ng, lyuminestsentni aniqlash quyma yuzasida yoriqlar yo'qligini ko'rsatdi va natijalar shuni ko'rsatdiki, yuqori vakuumli quyma to'qimalarining charchoqqa chidamliligi texnik talablarga javob beradi.
3.2.5 Gaz tarkibini aniqlash
Gaz tarkibining sinovi 2 -jadvalda ko'rsatilgan. 6 -jadvaldagi test natijalaridan ko'rinib turibdiki, quyma korpusining ichki darvozadagi gaz tarkibi 8.9g Al uchun 100ml dan kam va quyma gaz tarkibi. suv quyish idishidagi tanasi 12 g Al uchun 100 ml dan kam, bu quyish talablariga to'liq javob beradi.
4 ta natija
- (1) Raqamli simulyatsiyadan foydalanib, avtomobil shassisining tarkibiy qismlarining quyma quyish va yuqori vakuumli quyish jarayonining parametrlari optimallashtirildi va talablarga javob beradigan tashqi va ichki sifatga ega yuqori sifatli to'qimalar ishlab chiqarildi.
- (2) Yuqori vakuumli to'qimalarni quyish strukturaviy qismlarning mexanik xususiyatlarini sezilarli darajada yaxshilaydi. Oddiy quyma quyish bilan taqqoslaganda, yuqori vakuumli quyish paytida quyma zichligi oshadi va to'qimalarning tortishish kuchi, oqish kuchi, cho'zilishi va qattiqligi 21%, 29%, 18%va 10%ga oshadi. navbati bilan
- (3) to'qimalarning chidamliligi, chizilganligi va gaz tarkibining sinov natijalari mahsulotning texnik talablariga javob beradi va ommaviy ishlab chiqarish shartlariga javob beradi.
Iltimos, qayta chop etish uchun ushbu maqolaning manbasini va manzilini saqlang: Avtomobil alyuminiy shassisining tarkibiy qismlarining mikroyapısı va mexanik xususiyatlari
Mingxe Die Casting kompaniyasi ishlab chiqarishga bag'ishlangan va sifatli va yuqori mahsuldorlikdagi quyma qismlarni taqdim etadi (metall quyma qismlar asosan o'z ichiga oladi Yupqa devorli quyma,Issiq kamerali quyma,Sovuq kamerali quyma), Dumaloq xizmat (Die Casting Service,Cnc ishlov berish,Qolib tayyorlash, Har qanday maxsus alyuminiy to'qimalarni quyish, magniy yoki Zamak / sink to'qimalarining quyilishi va boshqa quyma talablari biz bilan bog'lanish uchun xush kelibsiz.

ISO9001 va TS 16949 nazorati ostida barcha jarayonlar yuzlab ilg'or quyma dastgohlar, 5 o'qli dastgohlar va boshqa qurilmalar orqali amalga oshiriladi, ular portlatuvchilardan Ultra Sonic kir yuvish mashinalariga qadar.Minghe nafaqat zamonaviy uskunalarga ega, balki professionallarga ham ega. mijozning dizaynini amalga oshirish uchun tajribali muhandislar, operatorlar va inspektorlar jamoasi.

Matritsa to'qimalarining shartnoma ishlab chiqaruvchisi. Imkoniyatlarga 0.15 funtdan sovuq kamerali alyuminiy matritsa quyish qismlari kiradi. 6 funtgacha. tez o'zgarishni sozlash va ishlov berish. Qo'shimcha qiymat xizmatlariga jilolash, tebranish, naychalash, o'qni portlatish, bo'yash, qoplama, qoplama, yig'ish va asbobsozlik kiradi. 360, 380, 383 va 413 kabi qotishmalar o'z ichiga olgan materiallar.

Sinkli to'qimalarni loyihalash bo'yicha yordam / bir vaqtning o'zida muhandislik xizmatlari. Maxsus ishlab chiqariladigan aniq sinkli to'qimalarni ishlab chiqaruvchi. Miniatyurali to'qimalar, yuqori bosimli quyma to'qimalar, ko'p slaydli qoliplarni quyish, an'anaviy qoliplarni quyish, birlik qoliplari va mustaqil matritsalar va bo'shliq muhrlangan to'qimalarni ishlab chiqarish mumkin. To'qimalarining uzunligi va kengligi bo'yicha 24 dyuymgacha +/- 0.0005 dyuymgacha bardoshlik bilan ishlab chiqarish mumkin.

ISO 9001: 2015 sertifikatlangan quyma magnezium ishlab chiqaruvchisi, Imkoniyatlarga yuqori bosimli magnezium quyma quyish uchun 200 tonna issiq kameraga va 3000 tonna sovuq kameraga, asboblarni loyihalash, abrazivlash, qoliplash, ishlov berish, chang va suyuq bo'yoq, CMM qobiliyatiga ega to'liq QA kiradi. , yig'ish, qadoqlash va etkazib berish.

ITAF16949 sertifikati. Qo'shimcha kasting xizmati investitsiya quyish,qum quyish,Gravitatsiyaviy kasting, Yo'qotilgan ko'pikni quyish,Santrifüj kasting,Vakuumli quyish,Doimiy qolipni quyish, .Qobiliyatlarga EDI, muhandislik yordami, qattiq modellashtirish va ikkinchi darajali ishlov berish kiradi.

Casting Industries Qismlarga oid masalalar: Avtomobillar, velosipedlar, samolyotlar, musiqa asboblari, suv kemalari, optik qurilmalar, datchiklar, modellar, elektron qurilmalar, to'siqlar, soatlar, mashinalar, dvigatellar, mebel, zargarlik buyumlari, dastgohlar, telekommunikatsiya vositalari, yoritish, tibbiy asboblar, fotosuratlar, Robotlar, haykaltaroshlar, ovozli uskunalar, sport anjomlari, asbobsozlik, o'yinchoqlar va boshqalar.
Keyinchalik sizga nima yordam bera olamiz?
∇ Uy sahifasiga o'ting Xitoyni quyish
→Kasting qismlari-Biz nima qilganimizni bilib oling.
→ haqida maslahatlar Die Casting xizmatlari
By Minghe Die Casting ishlab chiqaruvchisi | Toifalar: Foydali maqolalar |ashyo Tags: Alyuminiy quyish, Sink quyish, Magniy quyish, Titan quyish, Zanglamaydigan po'latdan quyma, Guruch quyish,Bronza quyish,Videoni translatsiya qilish,Kompaniya tarixi,Alyuminiy Die Casting Fikrlar o'chirilgan







